Comprehensive Guide to Food Grade Silicone ORings for Safe Sealing Solutions
Food Grade Silicone O-Rings: A Comprehensive Guide
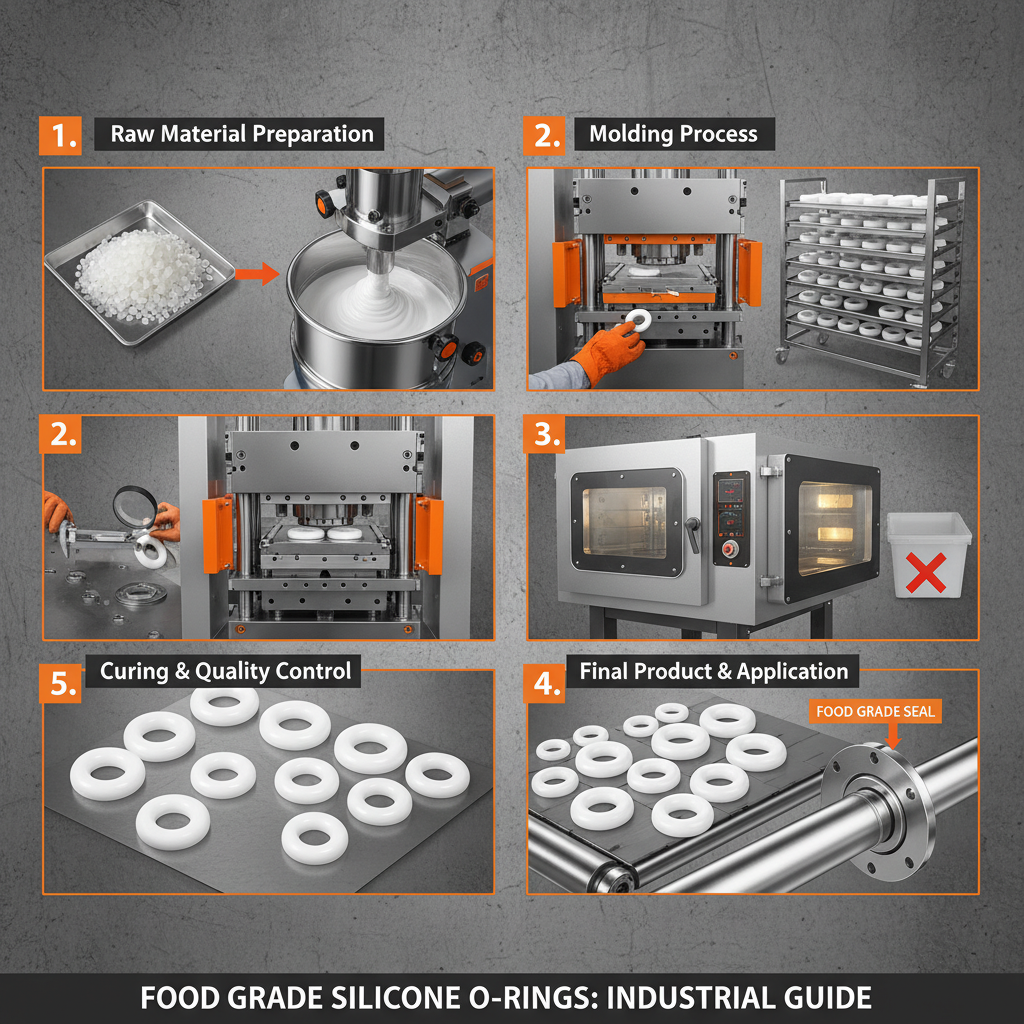
In numerous industries, maintaining a secure and hygienic seal is paramount. Food grade silicone O-rings offer a reliable and versatile solution for this need. These rings are specifically designed to withstand harsh conditions while ensuring the purity and safety of sensitive applications. This article provides a detailed overview of food grade silicone O-rings, covering their properties, applications, benefits, and considerations for selection. Choosing the right O-ring is crucial for preventing leaks and contamination, impacting product quality and regulatory compliance.
Understanding Food Grade Silicone
Food grade silicone is a synthetic rubber renowned for its exceptional heat resistance, flexibility, and chemical inertness. What sets it apart is its compliance with stringent regulatory standards, such as FDA 21 CFR 177.2600, ensuring it’s safe for contact with food and beverages. Unlike other materials, silicone doesn’t contain BPA, phthalates, or other harmful chemicals that can leach into products. This makes it an ideal choice for applications where hygiene and purity are paramount. The material’s durability also contributes to its cost-effectiveness over the long term. You can explore a wide range of options at Beike Sealing.
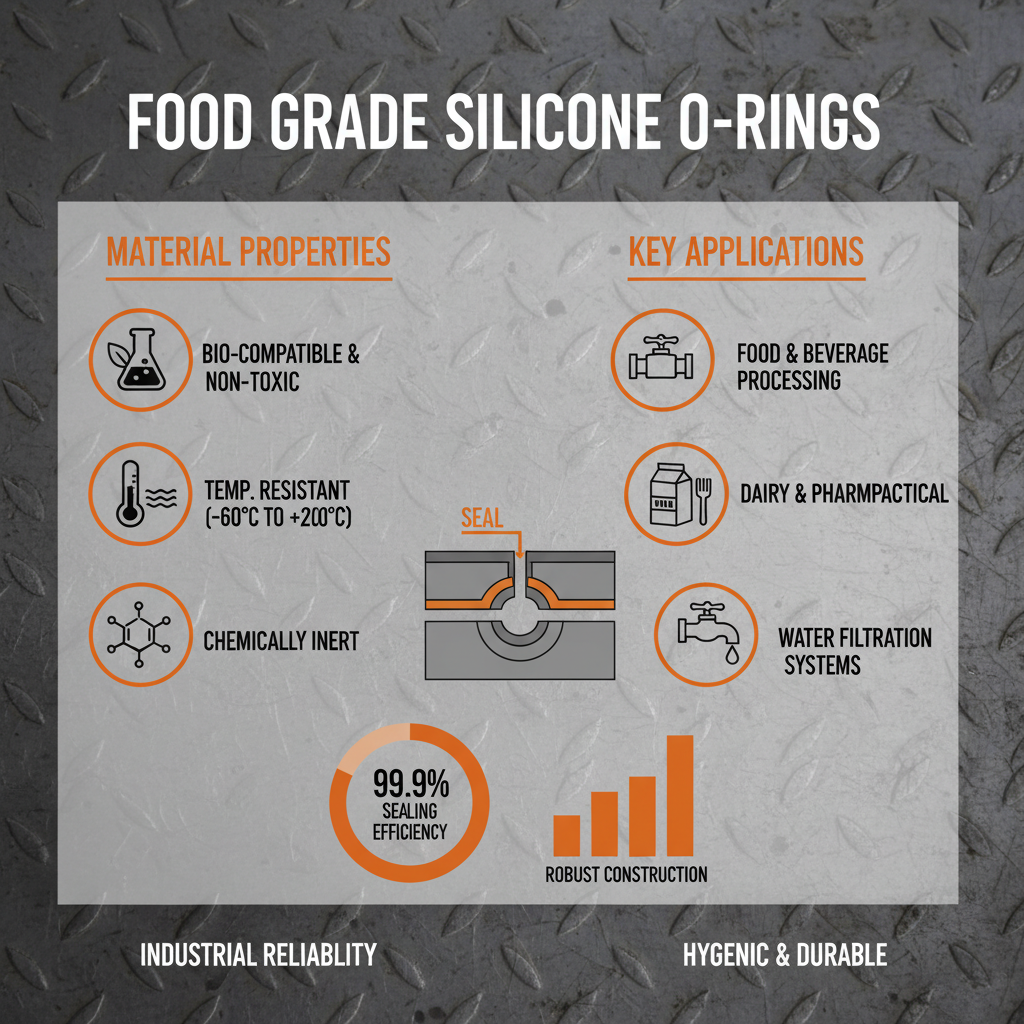
Key Characteristics: Excellent heat resistance, flexibility, chemical inertness, FDA compliance, BPA-free, and long-lasting durability.
Applications of Food Grade Silicone O-Rings
The versatility of food grade silicone O-rings makes them essential components in a broad spectrum of industries. They're widely used in food and beverage processing equipment, such as pumps, valves, and mixers, ensuring leak-proof connections and preventing contamination. Pharmaceutical manufacturing also relies on these rings for sealing sensitive equipment. Beyond these, applications extend to dairy processing, brewing, confectionery production, and even household appliances like coffee makers and blenders. They’re also commonly found in medical devices requiring biocompatible sealing solutions.
Common Application Areas:
• Food and Beverage Processing
• Pharmaceutical Manufacturing
• Dairy and Brewing Industries
• Medical Device Sealing
Food Grade Silicone O-Rings: Key Specifications & Sizes
Selecting the correct O-ring size and specification is critical for optimal performance. Factors to consider include the O-ring’s inner diameter (ID), outer diameter (OD), and cross-sectional diameter. Material hardness, measured using the Shore A scale, also influences sealing effectiveness. Beike Sealing offers a comprehensive range of sizes and hardness levels to meet diverse application needs.
Benefits of Using Food Grade Silicone O-Rings
Choosing food grade silicone O-rings provides numerous advantages. Their exceptional temperature resistance (-60°C to 230°C) makes them suitable for sterilization and high/low-temperature processes. The material’s inherent flexibility allows for easy installation and reliable sealing even in dynamic applications. Moreover, silicone is resistant to a wide range of chemicals, including acids, bases, and solvents. Finally, their long-term durability translates to reduced maintenance and replacement costs.
Selecting the Right Supplier for Food Grade Silicone O-Rings
When sourcing food grade silicone O-rings, it's essential to partner with a reputable supplier like Beike Sealing. Look for a supplier that provides certifications of compliance, ensuring the materials meet relevant food safety standards. Consider their manufacturing capabilities, quality control processes, and ability to provide custom solutions. A supplier with technical expertise can assist in selecting the optimal O-ring for your specific application. Reliable delivery and competitive pricing are also important factors to consider.
Conclusion
Food grade silicone O-rings are indispensable for maintaining hygiene and safety in a wide range of industries. Their unique properties, combined with the assurance of regulatory compliance, make them a superior choice for sealing applications where purity is paramount. By choosing a trusted supplier like Beike Sealing, you can ensure the reliability and performance of your sealing solutions.
Frequently Asked Questions (FAQs)
What is the temperature range for food grade silicone O-rings?
Food grade silicone O-rings exhibit excellent temperature resistance, typically ranging from -60°C (-76°F) to +230°C (+446°F). This broad temperature window makes them suitable for applications involving sterilization, freezing, and high-temperature processing. However, prolonged exposure to extreme temperatures may affect the material's long-term performance. It's crucial to verify the specific temperature limitations based on the O-ring’s formulation and intended application.
Are food grade silicone O-rings resistant to all chemicals?
While food grade silicone demonstrates excellent resistance to many chemicals, it's not universally resistant to all. It's generally compatible with water, alcohols, oils, and dilute acids and bases. However, it may be susceptible to swelling or degradation when exposed to strong acids, solvents, or fuels. Before using a silicone O-ring in a specific chemical environment, consult a chemical compatibility chart or contact the manufacturer, like Beike Sealing, to ensure compatibility.
How do I properly store food grade silicone O-rings?
Proper storage is essential to maintain the integrity of food grade silicone O-rings. Store them in a clean, dry, and cool environment, away from direct sunlight, ozone sources, and strong chemicals. Avoid storing them in contact with other materials that could cause contamination or degradation. Ideally, store them in their original packaging or in sealed containers. Regularly inspect the O-rings for any signs of damage or deterioration before use.
What certifications should I look for when purchasing food grade silicone O-rings?
When purchasing food grade silicone O-rings, look for certifications such as FDA 21 CFR 177.2600, USP Class VI, and NSF 61. These certifications demonstrate that the material meets stringent safety standards for contact with food and potable water. Ensure the supplier can provide documentation verifying compliance with these regulations. These certifications are crucial for maintaining product quality and regulatory compliance in food and beverage processing applications.










