Custom Colored ORings for Industrial Identification and Performance
Custom Colored O-Rings: Enhancing Identification and Performance
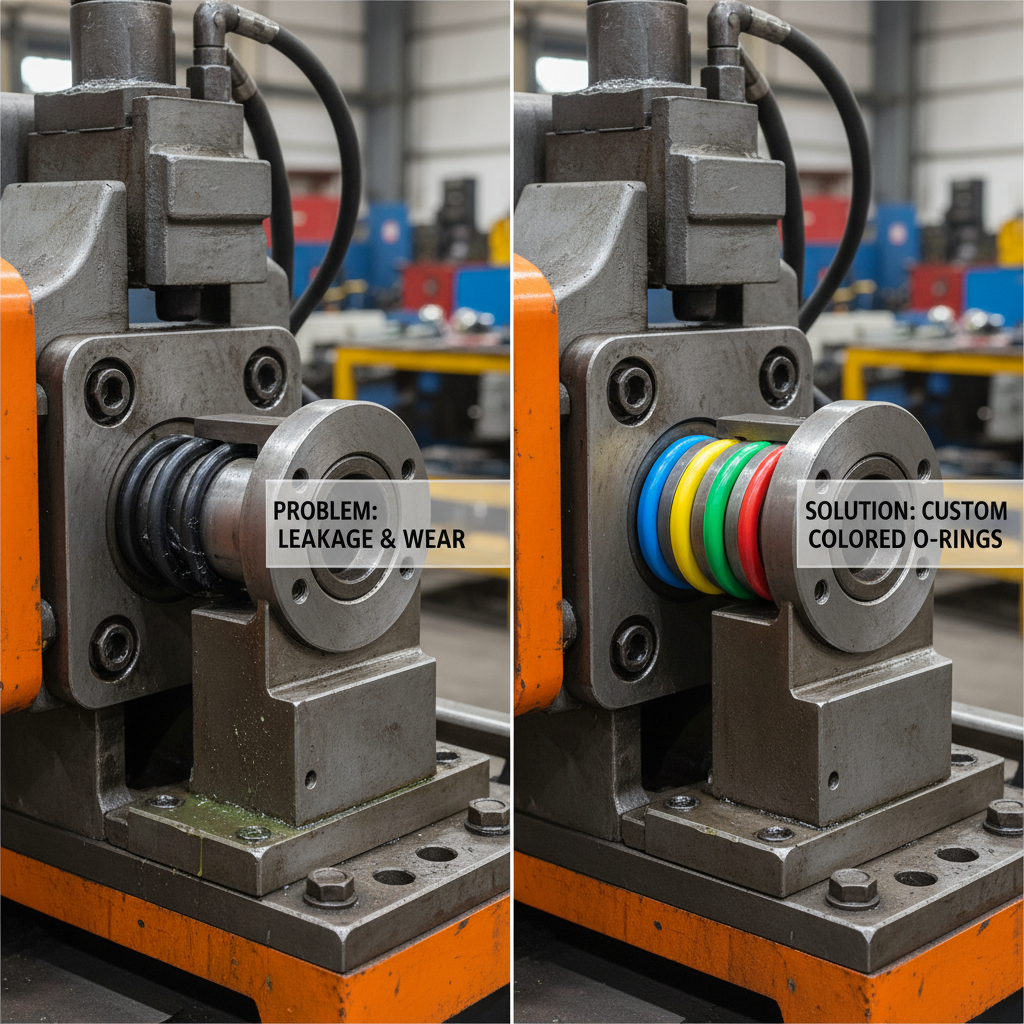
In the complex world of industrial sealing, the ability to quickly identify components can be the difference between a seamless maintenance cycle and a costly operational error. Custom Colored O-Rings offer a sophisticated solution by combining high-performance sealing materials with a visual coding system. Whether you are managing a complex hydraulic system or an intricate medical device, color-coding allows technicians to distinguish between different material grades, sizes, or fluid compatibility at a glance. This guide explores how tailored color options can optimize your workflow and ensure the highest standards of safety and efficiency.
The Strategic Advantage of Using Custom Colored O-Rings
The primary driver for implementing Custom Colored O-Rings is the reduction of human error. In environments where multiple elastomer types (such as Nitrile, Viton, or EPDM) are used in similar sizes, a visual mismatch can lead to catastrophic seal failure if the wrong material is exposed to incompatible chemicals. By assigning specific colors to specific materials, companies can implement a "fail-safe" visual verification process. This is particularly critical in the aerospace and automotive sectors, where precision is non-negotiable and downtime is expensive.
Operational Benefit: Visual coding reduces installation errors by up to 40%, speeding up the assembly process and significantly lowering the risk of material-induced leaks.
Material Compatibility and Color Options
Selecting the right color is more than an aesthetic choice; it must be paired with the correct chemical property. Most high-quality Custom Colored O-Rings utilize medical-grade or industrial-grade pigments that do not compromise the physical properties of the elastomer. For instance, a bright red ring might signify a high-temperature Fluorocarbon (FKM) seal, while a blue ring may indicate a water-resistant EPDM seal. This systematic approach ensures that the technical integrity of the seal remains intact while providing the necessary visual cues.
Comparing Custom Colored O-Rings vs. Standard Black Seals
While standard black O-rings are the industry norm due to cost and availability, they offer no inherent way to distinguish between materials. When comparing the two, the value of custom coloration becomes evident during the maintenance phase. A technician can identify a worn-out colored seal and replace it with the exact same specification without having to consult a technical manual for every single part number. This efficiency gain often outweighs the slightly higher initial cost of custom production.
Industry Applications for Custom Colored O-Rings
Various sectors leverage the power of Custom Colored O-Rings to maintain strict quality control. In the Medical Industry, color-coding ensures that seals used in sterile environments are distinct from those used in general utility. In Food and Beverage processing, FDA-approved colored seals (typically blue) are used because blue is a color not naturally found in food, making any seal fragment immediately visible to quality inspectors. Meanwhile, in Heavy Machinery, colors can denote the pressure rating of the seal, ensuring that only high-pressure rated rings are installed in critical zones.
Technical Specifications for Custom Seals
When ordering customized seals, it is essential to define the technical parameters clearly. From the Shore A hardness to the specific tolerances of the cross-section, every detail matters. The addition of color must not interfere with the compression set or the tensile strength of the material. Below is a typical specification table for custom colored sealing solutions provided by industry leaders.
Conclusion: Optimizing Operations with Visual Precision
Investing in Custom Colored O-Rings is a strategic move toward operational excellence. By integrating visual identification directly into the hardware, companies can drastically reduce installation errors, streamline inventory management, and enhance overall system safety. While standard seals serve a purpose, the tailored approach offered by custom coloration provides a level of quality assurance that is indispensable in high-stakes industrial environments. Choose precision, choose visibility, and ensure your seals are as smart as your systems.
Frequently Asked Questions (FAQs)
Does adding color affect the chemical resistance of the O-ring?
No, when high-quality pigments are used, the color does not alter the fundamental chemical properties of the elastomer. Professional manufacturers use pigments that are compatible with the base polymer (such as Viton or EPDM), ensuring that the seal's resistance to oils, acids, or heat remains unchanged. It is always recommended to request a material data sheet to confirm that the custom color does not interfere with specific industry certifications, such as FDA or USP Class VI.
Can I request a specific PANTONE color for my custom seals?
Yes, most specialized sealing providers can match colors based on PANTONE or RAL standards. This is particularly useful for companies that want their seals to align with corporate branding or established internal color-coding schemes. During the quoting process, providing a specific color code helps the manufacturer ensure batch-to-batch consistency, which is vital for visual identification systems.
Are custom colored O-rings more expensive than standard ones?
Generally, there is a slight increase in cost due to the need for specific pigments and the custom setup of the production line. However, this cost is often offset by the significant reduction in operational errors and downtime. When you consider the cost of a single leak caused by installing the wrong material, the investment in Custom Colored O-Rings becomes highly economical in the long term.
Which color is best for food-grade applications?
Blue is the industry standard for food-grade seals. This is because blue is a "non-natural" color in almost all food products. If a seal were to accidentally break or degrade into the product stream, the bright blue color makes it immediately detectable by visual inspection or automated sorting systems, ensuring food safety and compliance with HACCP standards.










