Chemical Industry O-Rings are critical components in a vast array of applications within the chemical processing industry, ensuring safe and efficient containment of fluids and gases. Their reliable performance is paramount to preventing leaks, maintaining process integrity, and safeguarding personnel and the environment. Understanding the nuances of material selection, design considerations, and performance characteristics is crucial for engineers and procurement professionals operating in this demanding sector.
The global chemical industry is a multi-trillion-dollar enterprise, heavily reliant on sealing solutions like Chemical Industry O-Rings. According to the UN, chemical production is projected to continue growing, especially in emerging economies. This growth directly translates to increased demand for high-performance sealing solutions capable of withstanding corrosive chemicals, extreme temperatures, and high pressures. Failing to address sealing integrity can lead to costly downtime, environmental disasters, and significant safety risks.
The increasing focus on sustainability and stricter environmental regulations are further driving innovation in the Chemical Industry O-Rings market. Companies are seeking more durable, longer-lasting seals to minimize replacement frequency and reduce waste. Furthermore, advancements in material science are leading to the development of seals compatible with a wider range of chemicals and operating conditions.
Introduction to Chemical Industry O-Rings
Chemical Industry O-Rings are fundamentally sealing devices, typically made from elastomeric materials, designed to create a static or dynamic seal in chemical processing equipment. They play a vital role in preventing leaks of hazardous or valuable chemicals, ensuring the integrity of fluid systems, and maintaining operational safety. Selection depends heavily on the specific chemical compatibility requirements of the application.
The effectiveness of Chemical Industry O-Rings directly impacts process efficiency, product quality, and regulatory compliance. Properly specified and installed O-rings contribute to reduced downtime, minimized product loss, and a safer working environment. Chemical Industry O-Rings are designed to withstand the rigors of harsh chemical environments.
Defining Chemical Industry O-Rings
At their core, Chemical Industry O-Rings are toroidal-shaped seals with a circular cross-section. Their simplicity belies their importance. They function by being compressed between mating surfaces, creating a barrier against fluid or gas leakage. Unlike more complex sealing solutions, O-rings are relatively inexpensive, easy to install, and require minimal housing space.
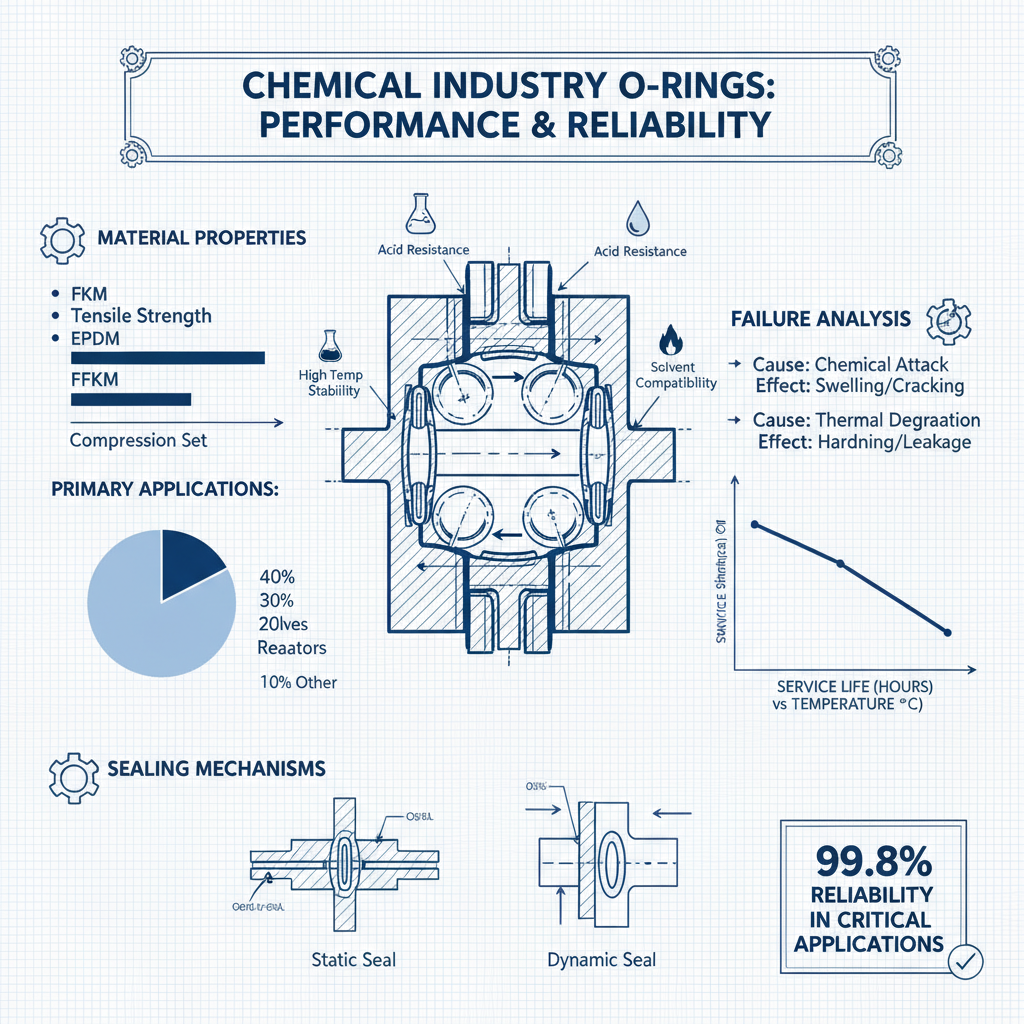
What distinguishes Chemical Industry O-Rings from standard O-rings is the specialized materials used in their construction. These materials are carefully chosen for their resistance to specific chemicals, temperature ranges, and pressures encountered in the chemical processing environment. Common materials include Viton (FKM), PTFE, FFKM, and EPDM, each offering a unique combination of properties.
Their connection to modern industry is undeniable. Chemical plants, pharmaceutical manufacturing, oil and gas refining, and numerous other sectors rely on these seemingly small components to ensure the safe and efficient operation of their processes. Without them, many critical industrial processes would be impossible to execute reliably.
Key Material Properties of Chemical Industry O-Rings
The performance of Chemical Industry O-Rings is heavily influenced by the material they are constructed from. Chemical resistance is paramount, ensuring the seal doesn’t degrade or swell when exposed to process fluids. This resistance must be specific to the chemicals involved, as a material compatible with one chemical may be unsuitable for another.
Temperature range is another critical factor. Chemical processes often involve extreme temperatures, and the O-ring material must maintain its elasticity and sealing properties within that range. Materials like FFKM offer excellent high-temperature performance, while others are better suited for cryogenic applications.
Finally, pressure rating and hardness are essential considerations. The O-ring must be able to withstand the system pressure without extrusion or deformation. Hardness, measured using the Shore scale, influences the seal's ability to conform to mating surfaces and maintain a tight seal under pressure. A properly selected hardness is vital for optimal performance.
Critical Performance Factors
Beyond material selection, several performance factors directly impact the longevity and reliability of Chemical Industry O-Rings. Proper gland design is crucial to ensure even compression of the O-ring and prevent localized stress concentrations. Incorrect gland design can lead to premature failure.
Surface finish of the mating surfaces also plays a significant role. Rough surfaces can damage the O-ring during installation or operation, leading to leaks. Lubrication is another important factor, reducing friction during installation and operation, and extending the O-ring's lifespan.
Chemical Industry O-Rings Performance Ratings
Global Applications and Industry Impact
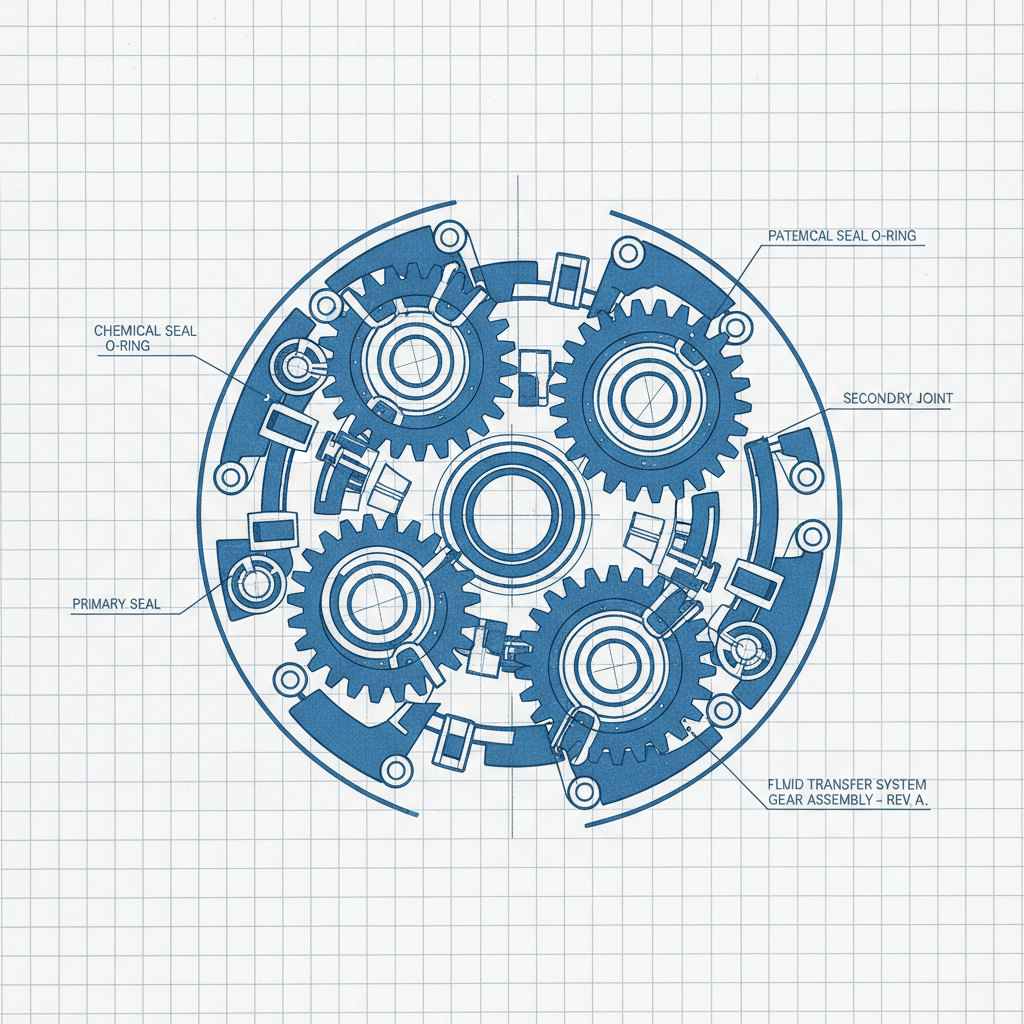
Chemical Industry O-Rings find application across a broad spectrum of industries. In chemical processing plants, they are used in pumps, valves, reactors, and pipelines to contain corrosive chemicals and prevent leaks. The pharmaceutical industry relies on them for sterile fluid handling and maintaining the integrity of drug manufacturing processes.
Oil and gas refineries utilize Chemical Industry O-Rings in downhole tools, pipelines, and processing equipment to withstand high pressures, extreme temperatures, and harsh chemical environments. Similarly, the aerospace industry employs them in fuel systems and hydraulic actuators. Regions with significant chemical manufacturing hubs, such as North America, Europe, and Asia-Pacific, represent key markets for these specialized sealing solutions.
Benefits of Utilizing Superior O-Rings
Investing in high-quality Chemical Industry O-Rings translates to significant long-term benefits. Reduced downtime due to fewer leaks and seal failures directly impacts profitability. Lower maintenance costs, resulting from extended seal life, contribute to operational efficiency.
Furthermore, utilizing chemically resistant O-rings enhances safety by minimizing the risk of hazardous chemical exposure and environmental contamination. The reliability of these seals also contributes to improved product quality and process consistency. Chemical Industry O-Rings offer superior performance, promoting trust and brand reputation.
Sustainability is another key advantage. Durable O-rings reduce the need for frequent replacements, minimizing waste generation and lowering the environmental footprint of chemical processing operations.
Future Trends and Innovations in O-Ring Technology
The future of Chemical Industry O-Rings is marked by ongoing innovation in materials science and manufacturing techniques. Researchers are developing new fluoropolymers with enhanced chemical resistance and temperature stability. Nanotechnology is being explored to create O-rings with improved barrier properties and self-healing capabilities.
Digitalization is also playing a role, with the development of smart O-rings equipped with sensors to monitor seal performance and predict potential failures. These sensors can provide real-time data on temperature, pressure, and chemical exposure, enabling proactive maintenance and preventing costly downtime. The push towards green chemistry and sustainable practices will continue to drive demand for environmentally friendly O-ring materials.
Automation and advanced manufacturing processes will lead to more precise and consistent O-ring production, further enhancing their reliability and performance.
Challenges and Solutions
Despite advancements, challenges remain in the field of Chemical Industry O-Rings. One significant hurdle is selecting the right material for highly aggressive chemical environments. Often, a single material cannot provide adequate resistance to all chemicals present in a system.
Another challenge is dealing with rapid thermal cycling, which can cause O-rings to expand and contract, leading to leaks. Solutions include using materials with low coefficients of thermal expansion and employing gland designs that accommodate thermal movement. Proper surface preparation and lubrication are also essential.
Finally, ensuring proper installation techniques is crucial. Incorrect installation can damage the O-ring and compromise its sealing ability. Comprehensive training programs and adherence to industry best practices can mitigate this risk.
Summary of Solutions for Common Challenges in Chemical Industry O-Ring Application
| Challenge |
Material Solution |
Design Solution |
Installation Solution |
| Aggressive Chemical Exposure |
FFKM, PTFE |
Optimized gland geometry |
Careful material handling |
| Extreme Temperature Variations |
Silicone, Viton |
Compensating gland design |
Controlled temperature installation |
| High Pressure Applications |
Reinforced materials |
Anti-extrusion features |
Proper pre-compression |
| Seal Degradation Over Time |
High-grade fluoropolymers |
Surface finish optimization |
Regular inspection and replacement |
| Compatibility Issues |
Material testing and selection |
Consulting with material experts |
Following manufacturer guidelines |
| Installation Damage |
Resilient materials |
Chamfered edges |
Using proper installation tools |
FAQS
Chemical Industry O-Rings are engineered with specialized elastomeric materials like FFKM, PTFE, or high-grade Viton that offer superior resistance to harsh chemicals, extreme temperatures, and high pressures compared to standard O-rings. This ensures reliable sealing in corrosive environments where standard materials would quickly degrade. The material selection is crucial to prevent swelling, cracking, or dissolution of the seal.
Determining the correct O-ring material involves carefully considering the chemical compatibility, temperature range, pressure, and application type. Consult chemical resistance charts and material datasheets to identify materials suitable for the specific chemicals involved. If unsure, laboratory testing or consultation with a sealing specialist is highly recommended to ensure long-term reliability and prevent catastrophic failures.
The lifespan of a Chemical Industry O-Ring varies greatly depending on the application, operating conditions, and material selection. Factors like chemical exposure, temperature cycling, pressure, and proper installation significantly impact longevity. With proper selection and installation, high-quality O-rings can last for several years, but regular inspection and preventative maintenance are essential for optimal performance.
Temperature significantly impacts O-ring performance. Extreme temperatures can cause the material to swell, shrink, or lose its elasticity, leading to leaks or failures. High temperatures can accelerate degradation, while low temperatures can make the material brittle. Selecting a material with a suitable temperature range and accounting for thermal expansion/contraction in the gland design is crucial.
Proper gland design is vital for ensuring optimal O-ring performance. Key factors include appropriate groove dimensions, surface finish, and adequate compression. A well-designed gland provides even compression, prevents extrusion, and minimizes stress concentrations on the O-ring. Incorrect gland design can lead to premature failure and leaks.
Yes, several emerging technologies are impacting the field. These include the development of new fluoropolymers with enhanced chemical resistance, the use of nanotechnology to improve barrier properties, and the integration of sensors for real-time monitoring of seal performance. Smart O-rings with embedded sensors provide valuable data for predictive maintenance and proactive troubleshooting.
Conclusion
Chemical Industry O-Rings are indispensable components in a vast range of chemical processing applications. Their proper selection, installation, and maintenance are critical for ensuring process safety, reliability, and efficiency. The ongoing development of advanced materials and technologies promises even greater performance and longevity in the future. Understanding these principles is crucial for engineers and procurement professionals operating in this demanding sector.
Investing in high-quality Chemical Industry O-Rings and staying abreast of the latest innovations is a proactive approach to mitigating risk and maximizing operational uptime. We encourage you to explore our comprehensive range of sealing solutions and contact our expert team for guidance on selecting the optimal O-ring for your specific application. Visit our website: www.beikesealing.com