Medical Grade Custom O-Rings are essential components in a wide range of medical devices and applications, playing a crucial role in ensuring safety, reliability, and performance. Their specialized design and material composition meet stringent regulatory requirements and patient needs. Understanding their properties, applications, and manufacturing processes is vital for professionals in the medical device industry, researchers, and healthcare providers. These rings aren't simply seals; they represent a critical barrier against contamination, leakage, and device failure, ultimately impacting patient well-being.
The global demand for Medical Grade Custom O-Rings is directly linked to the growth of the healthcare industry, increasing sophistication of medical technology, and a rising aging population requiring more medical interventions. According to a report by Grand View Research, the global medical device market was valued at USD 494.9 billion in 2023 and is projected to reach USD 697.4 billion by 2030. This growth fuels the need for high-quality, reliable sealing solutions like custom O-rings. Furthermore, the increased focus on minimally invasive procedures and personalized medicine demands highly precise and biocompatible components, driving innovation in the O-ring sector.
The increasing prevalence of chronic diseases and the demand for advanced medical treatments are primary drivers for the demand of Medical Grade Custom O-Rings. Challenges such as maintaining sterility, ensuring biocompatibility, and meeting ever-tightening regulatory standards necessitate the use of specialized materials and precise manufacturing techniques. Successfully navigating these challenges is paramount for device manufacturers seeking to deliver safe and effective healthcare solutions.
The Importance of Medical Grade Custom O-Rings
Medical Grade Custom O-Rings are indispensable in safeguarding the integrity and functionality of medical devices. They are meticulously engineered to provide a leak-proof seal in critical applications, protecting both the device itself and, most importantly, the patient. Their importance stems from the rigorous demands of the healthcare environment, where even the smallest compromise in sealing performance can have significant consequences.
The ability to customize these O-rings to specific device requirements is a key benefit. Unlike standard O-rings, custom designs allow for precise dimensions, specialized materials, and unique configurations to address the unique sealing challenges of complex medical equipment. This customization ensures optimal performance, extended device lifespan, and enhanced patient safety, ultimately making them a vital component in modern healthcare.
FAQS
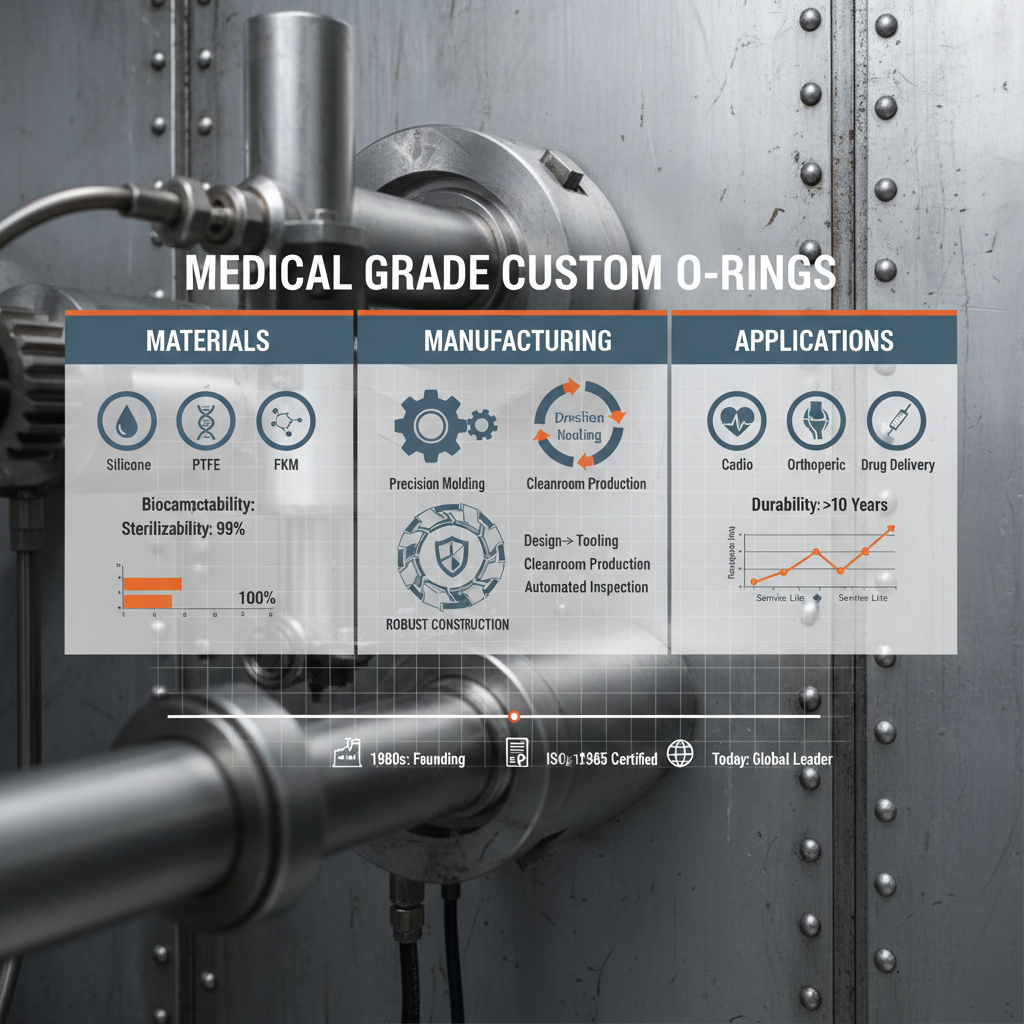
Silicone, fluorosilicone (FKM), EPDM, and PTFE are frequently employed due to their biocompatibility, chemical resistance, and temperature stability. Silicone is ideal for long-term implants, while FKM excels in harsh chemical environments. Material selection depends on the specific application and fluid compatibility requirements. Thorough testing ensures adherence to medical standards.
Custom O-rings are engineered to meet precise dimensional requirements and material specifications for specific medical devices, unlike standard O-rings which are mass-produced. This customization ensures optimal sealing performance, compatibility with sterilization processes, and biocompatibility. It also minimizes leakage and enhances device reliability.
Medical grade O-rings must comply with stringent regulations, including FDA guidelines, ISO 10993 for biocompatibility, and USP Class VI for plastics. These standards ensure the materials are non-toxic, do not cause adverse reactions, and are suitable for contact with bodily fluids. Compliance is crucial for device approval and patient safety.
Common sterilization methods include autoclaving, gamma irradiation, and ethylene oxide (EtO) sterilization. The chosen method depends on the O-ring material and the device's sterilization requirements. Materials must withstand repeated sterilization cycles without degradation, ensuring the device remains sterile throughout its intended lifespan.
Lead times vary depending on the complexity of the design, material availability, and production volume. Generally, custom O-ring production can take between 2 to 6 weeks. Establishing a strong supplier relationship and providing detailed specifications can help expedite the process.
Verify that the supplier is ISO 13485 certified and conducts thorough quality control procedures. Request material certificates, dimensional reports, and biocompatibility testing data. Inspect the O-rings upon receipt for any defects or inconsistencies. Proper quality assurance is vital for device performance and patient safety.
Conclusion
Medical Grade Custom O-Rings are a foundational element of modern healthcare, providing critical sealing solutions for a vast range of medical devices and applications. Their specialized materials, customized designs, and adherence to stringent regulatory standards ensure patient safety, device reliability, and optimal performance. Understanding their properties, applications, and evolving technologies is crucial for anyone involved in the medical device industry.
Looking ahead, continued innovation in materials, manufacturing processes, and quality control will further enhance the capabilities of Medical Grade Custom O-Rings. By embracing these advancements, the healthcare industry can continue to develop safer, more effective, and more sustainable medical technologies. For high-quality, customized sealing solutions, visit our website: Medical Grade Custom O-Rings.
Related Posts
-

Comprehensive Guide to Rotary Shaft Sealing Rings and Their Industrial Applications
-

China Top Customized Seals Company at Asia Pacific International Plastic and Rubber Industry Exhibition
-

Top 10 Rubber Seals Factory at CHINAPLAS International Rubber and Plastic Exhibition
-

Understanding Static Sealing Rings for Industrial Applications and Longevity


