Look, I’ve spent the last fifteen years crawling around construction sites, elbows deep in concrete dust and grease. I've seen things fail. And when things fail on a job site, it’s not just an inconvenience; it’s money, time, and potentially, someone’s safety. That's why understanding Pump Sealing Rings isn’t just about technical specs; it's about the whole operation. These little rings are the unsung heroes keeping everything flowing, and frankly, a lot of projects live or die by their performance. They’re not glamorous, but get them wrong, and you’ll be looking at downtime and costly repairs.
We’re talking about a global industry here. The demand for reliable fluid transfer is constant, driven by everything from infrastructure projects in developing nations to keeping massive refineries online. The UN estimates over a billion people lack access to reliable water – a problem that pumps and, critically, their seals, directly impact. The ISO standards are increasingly stringent, demanding higher performance and longer lifecycles. It’s not enough to just have a seal; you need one that’s robust, dependable, and can stand up to the increasingly harsh conditions we’re throwing at them.
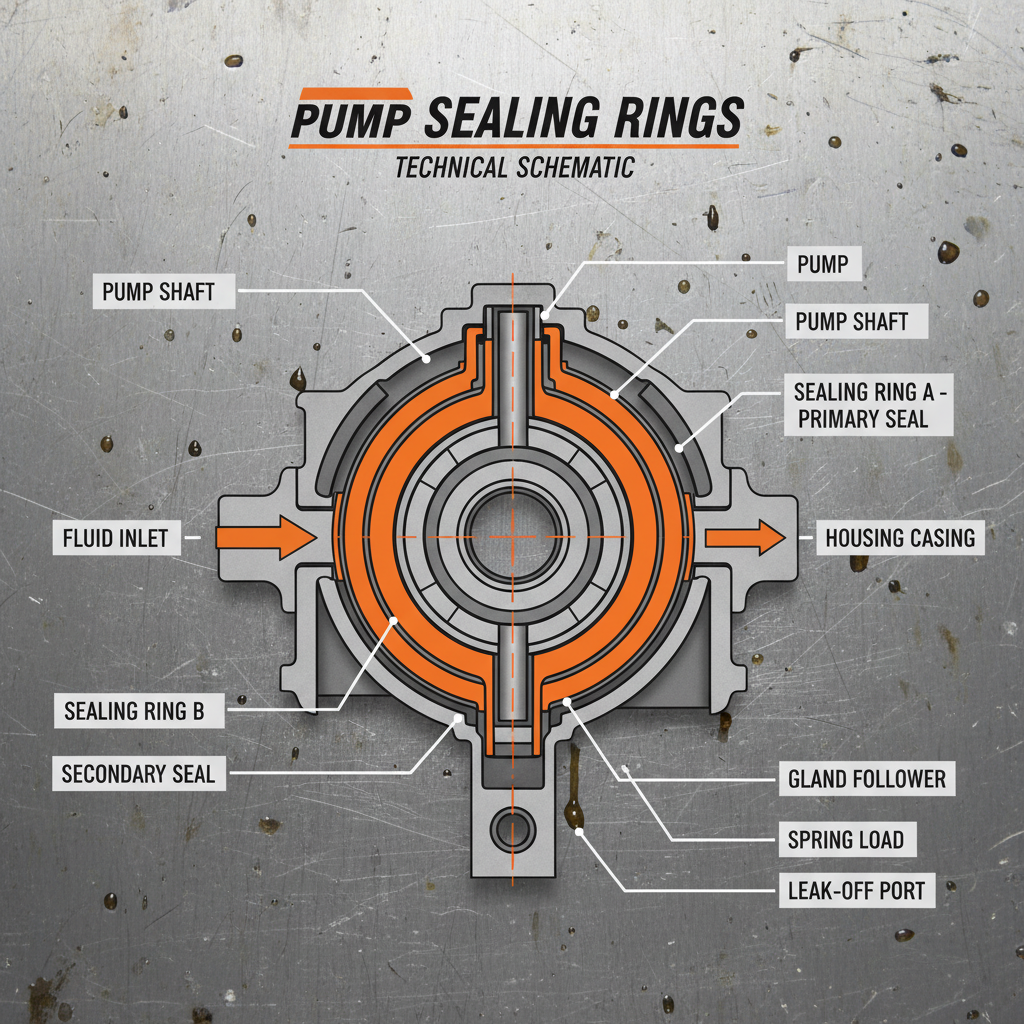
Essentially, a Pump Sealing Ring is the barrier between what you want to stay inside your pump and what you don't. It's a crucial component preventing leakage and maintaining pressure. It seems simple, but the complexity comes in the variety of fluids, temperatures, pressures, and speeds these rings have to handle. From water treatment plants ensuring clean drinking water to oil pipelines delivering energy, these rings are essential to modern industry, and honestly, vital for basic humanitarian needs.
Key Factors in Pump Sealing Ring Performance
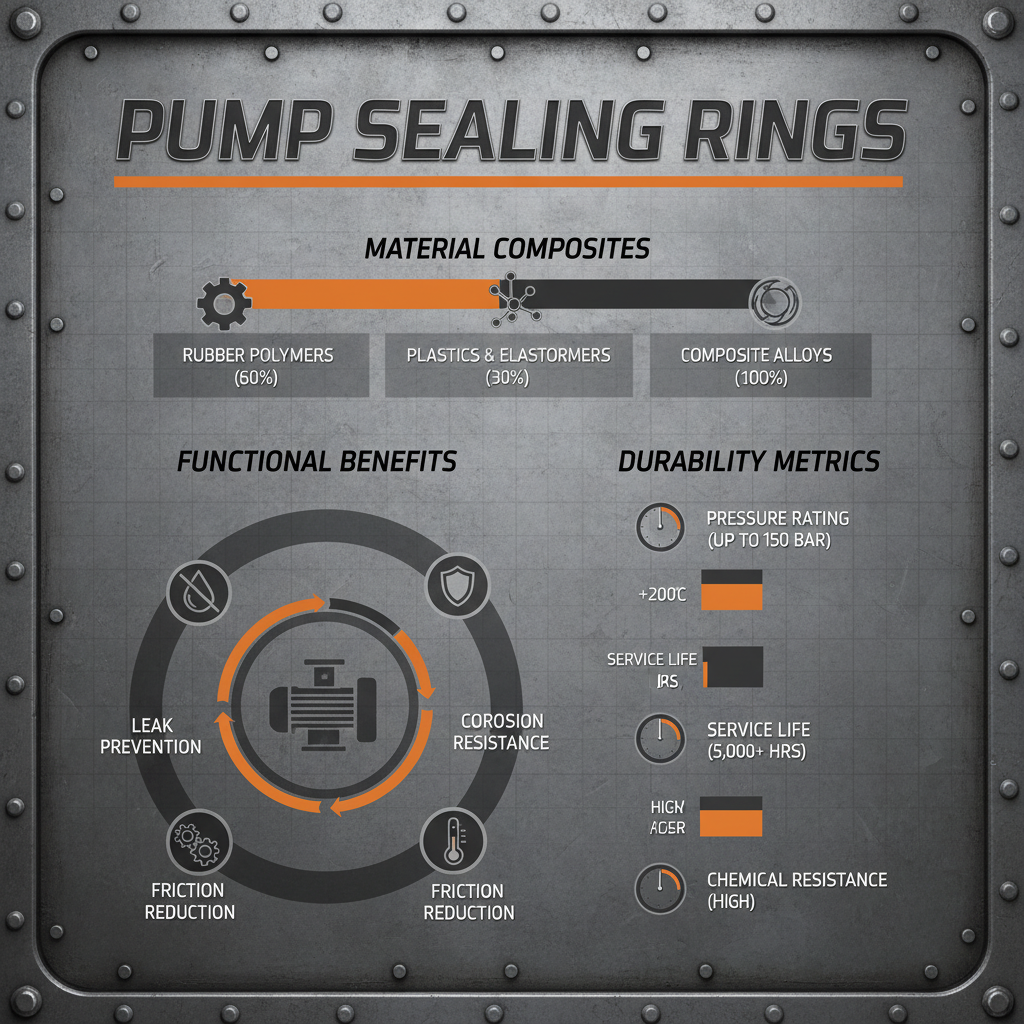
First, material compatibility is huge. You can have the best-designed ring in the world, but if it's not compatible with the fluid it’s sealing, it’s going to degrade quickly. We’re talking about everything from aggressive chemicals to abrasive slurries. Then there’s pressure rating. Every pump has a max pressure; the ring has to handle it, and then some for safety margins. I've seen rings disintegrate under pressure, creating a right mess.
Temperature resistance is another big one. Extreme temperatures – both hot and cold – can cause materials to expand, contract, and ultimately fail. You need to select materials that can maintain their integrity across the operating temperature range. And finally, dimensional accuracy – a slightly off-spec ring won’t seat properly and will leak, plain and simple. We're talking tolerances measured in microns here.
FAQS
That's a loaded question! It depends massively on the application. A simple water pump might get years out of a ring, while a high-pressure slurry pump might go through one every few months. Material choice is key – Viton lasts longer than Nitrile in many chemical environments. Regular monitoring is the best way to predict failure and schedule replacements proactively. We generally recommend visual inspections every six months and more frequent checks in demanding applications.
You need to know what fluid you’re sealing, the temperature, and the pressure. Chemical compatibility charts are a good starting point, but it's best to consult with a sealing specialist. They can help you navigate the complexities of different materials and recommend the best option for your specific application. Don’t just guess – a wrong choice can lead to catastrophic failure.
There are a bunch of reasons. Abrasive fluids, chemical attack, excessive temperature, and pressure spikes are common culprits. Also, improper installation can damage the ring and lead to premature failure. And sometimes, it's just wear and tear – they’re friction components, after all. Regular maintenance and proper operating procedures can significantly extend their lifespan.
Start with a quality ring from a reputable supplier. Ensure proper installation – follow the manufacturer's instructions to the letter. Monitor the pump's performance regularly and address any issues promptly. Consider implementing a preventative maintenance program that includes seal inspections and replacements. And finally, ensure the pump itself is in good condition – worn bearings or misaligned shafts can put undue stress on the seals.
Absolutely. We’re seeing more development in bio-based polymers and recyclable materials. Also, longer-lasting seals are inherently more sustainable because they reduce waste and the need for frequent replacements. Choosing a seal with a lower environmental footprint is becoming increasingly important for many companies.
Surface finish is critical! A rough surface can increase friction and wear, leading to premature failure. A smooth, polished surface creates a better seal and reduces energy loss. The required surface finish depends on the application, but generally, a finer finish is better. We work with manufacturers who specialize in precision surface finishing to ensure optimal performance.
Conclusion
So, there you have it. Pump Sealing Rings might not be the most glamorous part of a pumping system, but they’re arguably the most critical. Choosing the right ring, installing it correctly, and monitoring its performance are all essential for ensuring reliable and efficient operation. Understanding these factors can save you time, money, and a whole lot of headaches.
The industry is evolving, with new materials and technologies constantly emerging. Staying informed and partnering with knowledgeable suppliers is key to maximizing the value of these crucial components. Don't underestimate the power of a good seal - it can be the difference between a smooth-running operation and a costly shutdown.
Related Posts
-

China Top Customized Seals Company at Asia Pacific International Plastic and Rubber Industry Exhibition
-

Advanced Antiaging ORings for Enhanced System Reliability and Longevity
-

EPDM Sealing Rings Superior Performance Engineered for Reliability
-

Future Leading Sealing Rings Factory Participates in Frankfurt Auto Show in Germany


